 Skip to content
Skip to content Introduction
In the production of high-quality copper flat wire for EV motors and other new energy applications, the choice of equipment and process has a direct impact on performance and reliability. The CRM 5-stand wire rolling mill, a premium machine brand by Sky Bluer Machine Manufacturing Company, offers superior precision, efficiency, and consistency compared to traditional flattening and drawing machines.

Wire Rolling Mill and Wire Flattening Machine: Key Process Differences
Dimensional Accuracy
The CRM 5-stand wire rolling mill delivers micron-level tolerances (±2 µm) with real-time laser feedback and closed-loop control. This ensures consistent dimensions and batch-to-batch uniformity. Traditional flattening and drawing machines rely on molds that can wear over time, reducing precision and increasing variability.
Surface Quality
CRM machines produce flat wire with a mirror-smooth surface, minimizing scratches, peeling, and embedded particles. A smooth surface ensures better enamel adhesion in downstream processes. Conventional flattening machines often result in surface imperfections due to friction and mold wear.
Internal Structure Consistency
Multi-pass rolling in CRM machines creates a dense, uniform microstructure, ensuring consistent mechanical properties and electrical conductivity. In contrast, traditional processes can cause uneven deformation and work hardening, reducing overall wire quality.
Preventing R-Corner Pinhole Defects
A common issue in flat wire production is the formation of R-corner pinholes—tiny microcracks at wire bends. CRM wire flattening machines address this problem through:
- Compressive Rolling Mechanics – Ensures uniform material flow at the R-corner, preventing micro-tears.
- Residual Stress Management – Multi-stage small reductions with inline annealing stabilize the wire structure.
- Surface Cleanliness – Integrated cleaning and cooling systems remove debris and prevent contamination, producing flawless R-corner surfaces.
This guarantees that enamel coatings adhere perfectly, even under high-speed or high-temperature operation.
Enhancing Motor Efficiency
The high precision and surface quality achieved by CRM rolling equipment contribute directly to improved EV motor performance.
Reducing DC Copper Loss
Precise dimensions ensure that every wire fits perfectly into stator slots, preserving insulation and maximizing copper usage, which lowers resistance and heat generation.
Reducing High-Frequency Losses
Mirror-smooth surfaces minimize the skin effect, providing an optimal path for AC currents at high speeds and reducing additional energy losses.
Reliable Enamel Coating
The combination of smooth surfaces and defect-free R-corners allows enamel coatings to adhere securely, preventing peeling or micro-cracks and improving motor lifespan.

Advantages Over Traditional Flattening & Drawing Machines
- No Mold Dependency – Flexible production with no additional tooling costs.
- Consistent High Precision – Multi-pass rolling guarantees dimensional and surface uniformity.
- Defect Reduction – Eliminates R-corner pinholes, improving coating adhesion.
- Efficiency Gains – Copper flat wire produced by CRM cold rolling machines optimizes slot fill and conductivity.



Ready to Upgrade Your Flat Wire Production?
If you want to take your flat wire production to the next level, get in touch with Sky Bluer Machine Manufacturing Company. Our CRM 5-stand wire rolling mills and wire flattening machines are designed to deliver high precision, smooth surfaces, and reliable performance. We can help you optimize your production line, reduce defects, and improve EV motor efficiency. Let’s work together to find the right solution for your needs.


FAQs from EV Motor Flat Wire Users
How is wire edge controlled?
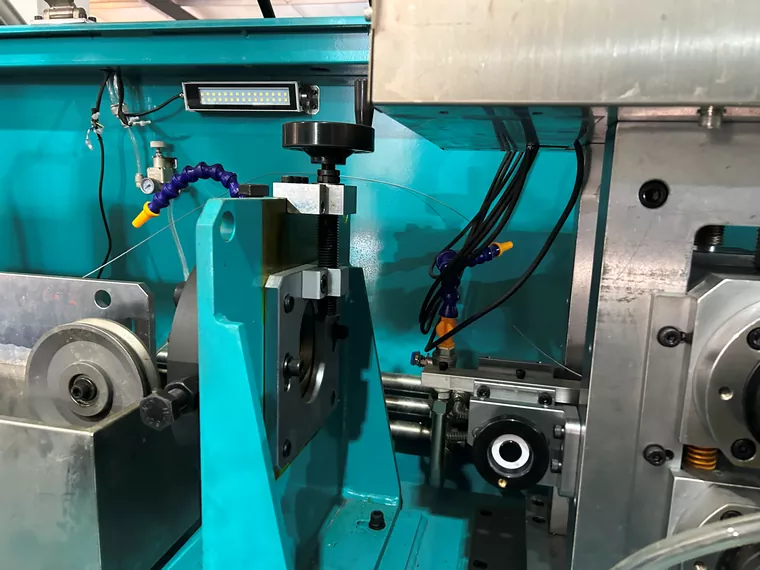
The edge geometry of the flat wire is controlled through precisionground work rolls with a carefully profiled roll land and side radii. The rolls are mounted on servodriven bearings with ±0.01 mm axial positioning accuracy, allowing microadjustments to the edge profile. During rolling, controlled roll oscillation distributes contact wear evenly across the roll face, maintaining uniform corner radius and preventing surface marks. This system is effective for wire widths up to 220 mm and roll diameters between 108–400 mm, ensuring consistent edge quality across the full production range.
How is roll alignment maintained?
Roll alignment is maintained through a closedloop servo system with linear encoder feedback and a rigid cast frame. The system actively monitors and corrects roll parallelism under load, with parallelism control better than ±0.02 mm even at maximum rolling force up to 1300 kN. Large crosssection column design and preloaded angular contact bearings reduce deflection, ensuring symmetrical deformation across the entire wire width and minimizing thickness variation due to misalignment.
How long does it take to change rolls when switching wire sizes?
The mill is equipped with a quickchange roll system using standardized roll carriers and alignment pins. For typical size changes, a full set of work rolls, backup rolls, and edge guides can be changed and aligned within 30–45 minutes. Roll carriers incorporate tapered guides and mechanical locks that ensure repeatable positioning to within ±0.05 mm, which allows restarting production quickly without lengthy setup calibration.
What type of roll cooling system is used to control temperature?
positioning to within ±0.05 mm, which allows restarting production quickly without lengthy setup calibration.
How does the machine reduce vibration during highload rolling?
Vibration reduction is achieved through a highstiffness frame design with strategically placed damping elements and mass distribution. The main stand is stressrelieved and fabricated from thick highstrength steel plates to achieve a natural frequency above 30 Hz, reducing resonance at typical rolling speeds. Oscillating rolls further spread contact forces, and dynamic balancing of rotating components minimizes excitation forces. The overall design supports stable rolling at forces of 540–1300 kN without significant vibrationinduced thickness variation.
What lubrication system is used, and how is cleanliness of the wire surface maintained?
A centralized closedloop oil lubrication system delivers precisely metered, ISO 15/12 cleanlinessfiltered lubricant to all roll bearings and slide surfaces. Filtration units remove particles > 3 µm to prevent contamination. In addition, roll bite areas use highpressure microspray lubrication to reduce friction and prevent surface damage. The combination of filtration and controlled lubrication volume ensures high surface quality and minimizes lubricant carryover onto the wire.
What frame design ensures rigidity?
The rolling mill frame is constructed from stressrelieved, highstrength steel with reinforced crossbracing and thick plate sections designed via finite element analysis (FEA). Under full design load, deflection at the roll centerline is less than 0.03 mm. Precision bearings and preloaded shafts further augment rigidity, providing a stable platform for servo roll positioning and minimizing elastic deformation that could affect dimensional precision.
What are the main wear parts, and how often should they be replaced?
The primary wear parts are work rolls, bearings, and edge guide inserts. Work rolls are manufactured from highalloy tool steel with a surface hardness > 58 HRC, providing longer life when rolling copper and copper alloy wires. Bearings use premium angular contact designs rated for high axial and radial loads. Typical replacement intervals under normal EV flat wire production conditions range from 3–6 months for rolls and edge inserts, and 6–12 months for bearings, depending on usage and material. All wear parts are easily accessible for maintenance and stocked as modular assemblies to reduce downtime.
Recommended Flat Wire Machine Model for EV Motor Applications

Our rolling mills for flat wire produce high-precision flat wires from copper, aluminum, stainless steel, carbon steel, and nickel alloys, with widths from 0.1 to 20 mm and thicknesses from 0.05 to 20 mm.
Flat Magnet Wire Manufacturing Machine
Flat Magnet Wire Manufacturing Machine, also known as rectangular enameled wire production line, features a rectangular or flat cross-section and is widely used in the windings of motors, transformers, power supplies, and other electrical applications.

Our precision rolling mills for copper flat wire and rectangular wire are professional wire processing equipment designed for manufacturing high-quality rectangular copper wires, including enamelled and paper-insulated types.