 Skip to content
Skip to content 












User FAQ
Answering all Your Need with Wire Flattening Machines
About the Company
Founded in 2016, Sky Bluer Industries is a leading manufacturer of modern wire rolling machines and ultra-fine wire drawing machines for turnkey projects. With 80% of our machines exported to Europe, the USA, and Japan, we provide fast, durable, and user-friendly wire machinery to customers worldwide. Our main products include wire flattening and shipping lines, rod breakdown machines, wet wire drawing machines, straight-line wire drawing machines, and annealing machines. No matter the industry or application, we’re here to serve you.
Yes, the production of stainless steel flat wire often involves annealing, particularly when the wire needs to be softened to improve flexibility and workability. Annealing is a heat treatment process that alleviates stresses from cold working and ensures the desired material properties, such as ductility and strength, are achieved.
For stainless steel flat wire, annealing is typically required after processes like drawing or rolling to ensure the wire has the proper mechanical properties before it is used in applications like construction or manufacturing. However, there is an exception: if the raw materials you purchased are already annealed, the wire will be in a softer, more workable state, eliminating the need for further annealing equipment.
To calculate the size of raw material (round wire) before it enters the wire rolling mill, you generally need to consider the desired final dimensions of the flat wire and the reduction ratio of the rolling process. Here's the general approach to calculate the raw material size (diameter of the round wire) before the rolling mill:
Formula(see the below image):
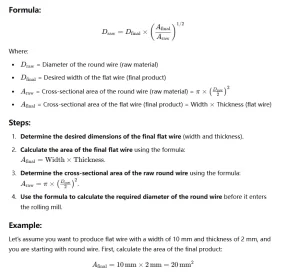
Now, if you know the mill’s reduction ratio, you can apply the formula above to determine the raw material size. Feel free to let me know if you'd like to walk through an example calculation or need more details on reduction ratios!
- Factors to Consider:
Material Type: Different materials may require different speeds to achieve the desired finish. For example, stainless steel wires like 316 or 321 have different physical and chemical properties, which means their production processes require different equipment adjustments - Thickness of the Material: Thicker materials typically require slower speeds to maintain control over the process.
- The R-angle: The R-angle of the finished products varies, so we design the equipment structure accordingly, which in turn affects the rolling mill’s speed
- Desired Surface Finish: Faster speeds can sometimes result in a less smooth surface, so slower speeds may be needed for high-quality finishes.
- Machine Capacity: The precision rolling mill’s design and capabilities will also impact your maximum and minimum speeds that can be set.